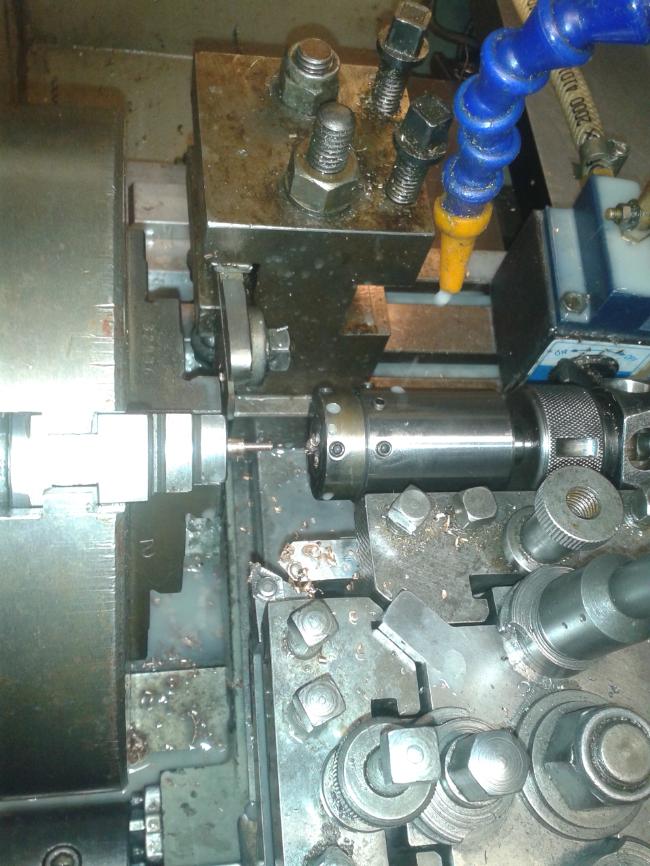
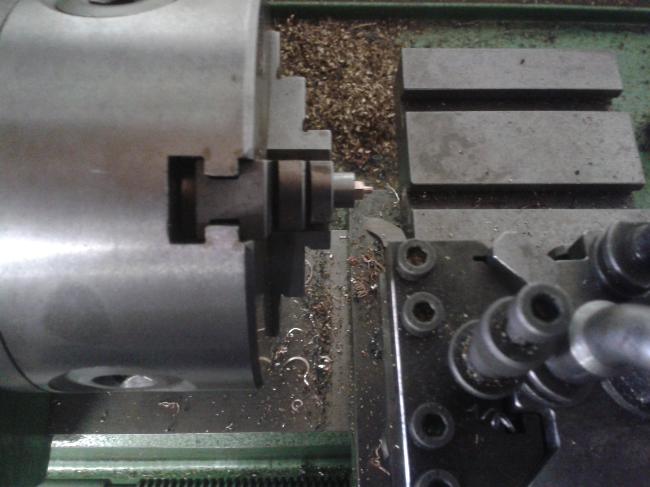
The set up for the first operation, face, turn thread diameter, chamfer, die thread and part off
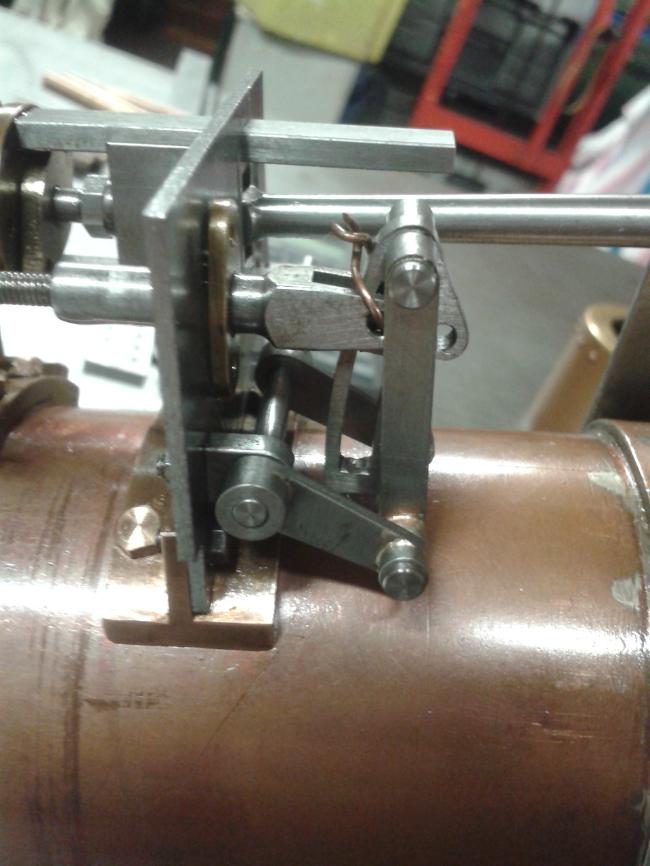
The four water pump bolts are 1" under the hex head so the home made travelling steady tool was used to cut the thread diameter



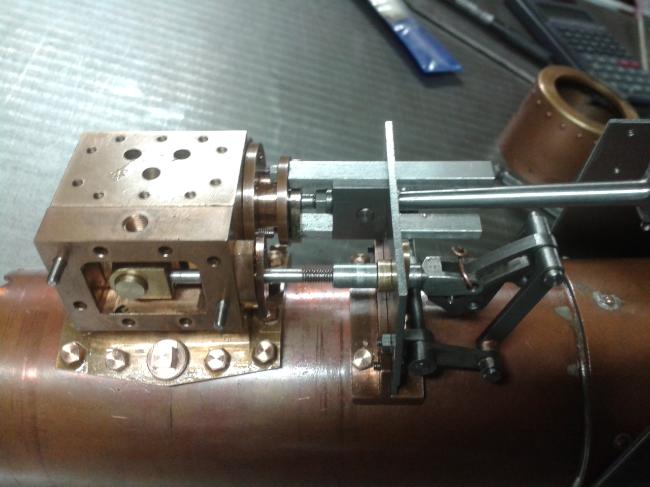
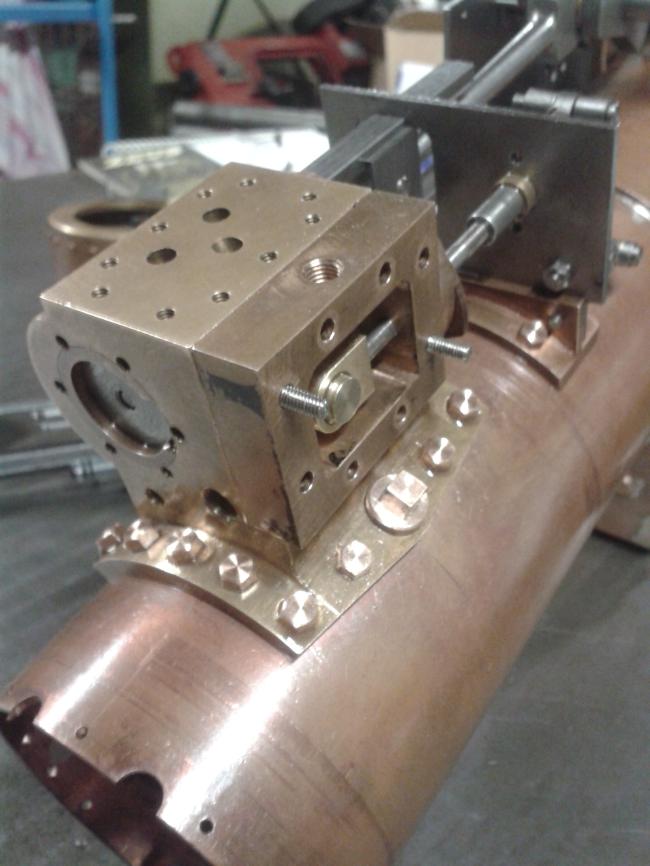
First operation completed on the four pump bolts and the cylinder and motion plate bolts

Straddle Milling. Using two cutters to cut the hexagon head. The stub arbor had a 3/16" spacer made, to space the two cutters to give the required A/F size. This ment only three passes of the cutter rather than six for each bolt.

The screws are screwed into a mild steel jig and tightened with a pair of pliers in the indexing head to create the hexagon. Once machined the bolt is removed with a spanner The same jig is also used to fac the hexagon head to the correct length on the lathe.

Facing head to length.
Finished phosphor bronze cylinder bolt. 6BA x 3/8" with a 3/16 A/F head. 20 made in total