D1-4 Mounting plate has been made so the work holding devices from the lathe can be used on the milling machine or drill. This can be bolted stright to the table, angle plate or the rotary table.
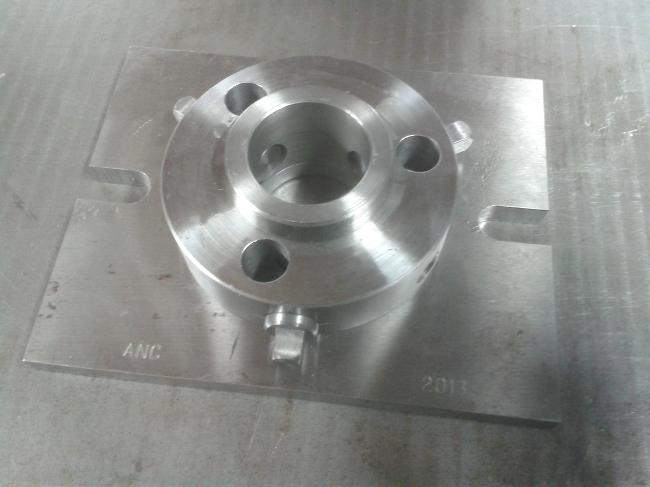
One completed plate and the other waiting assembly.

Each cam was set against the parellel like a stop to ensure the recess was in the same position on all the cams.

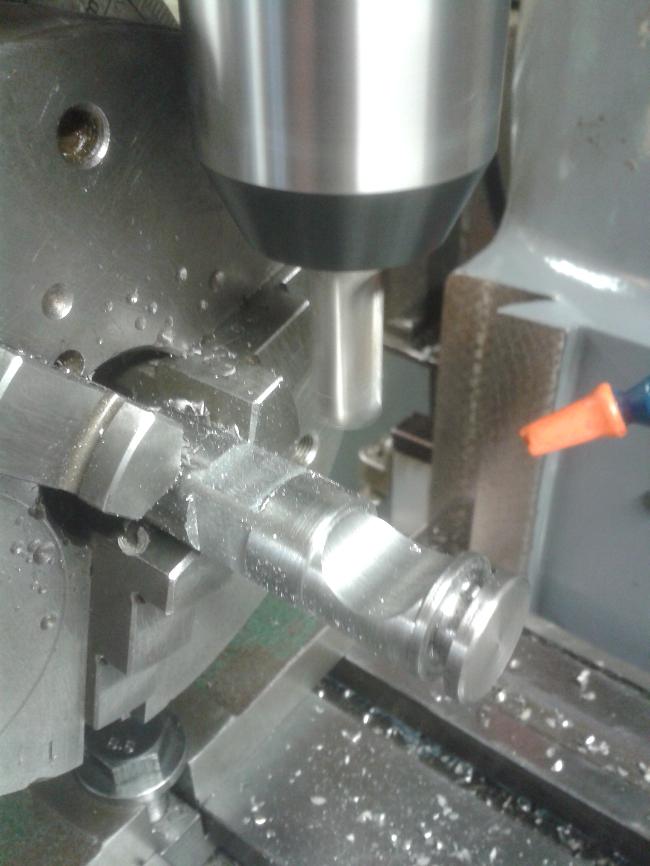
A 3/8" square was machined on to the locking cams rather than the traditional broached square. The tool post key will be used to operate the cams.
To ensure all the cams are the same the home made vice stop was used.

Soft jaws used. One to shorten the 5/16" UNC bolts and the other was first set on the mill and the offset for the cams machined 0.036" off center to produce the eccentric part of the cams.
